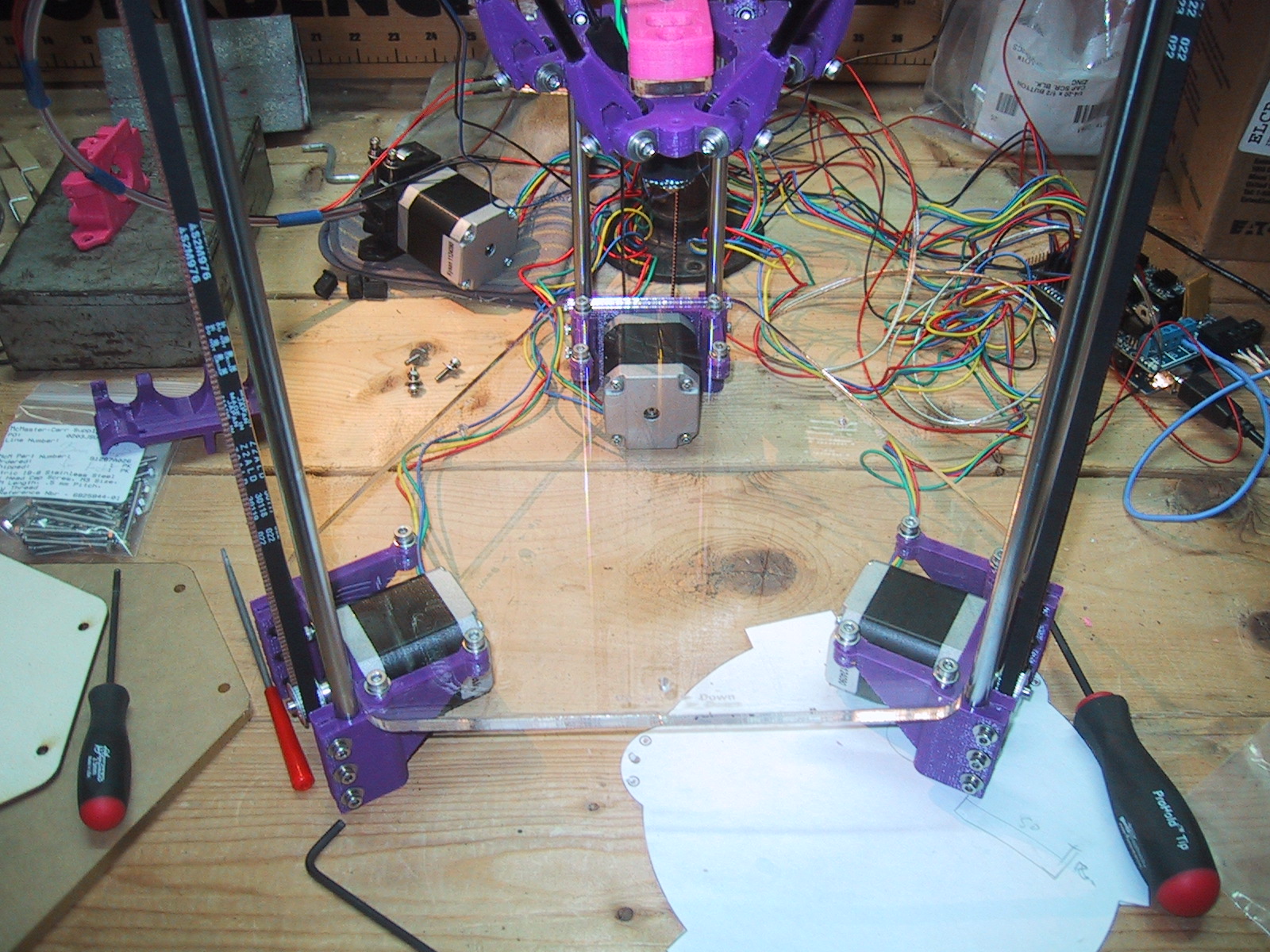
I brought my rostock-mini 3D printer home so that I could take it to a class, and while I had it here, I decided to update a few minor things.

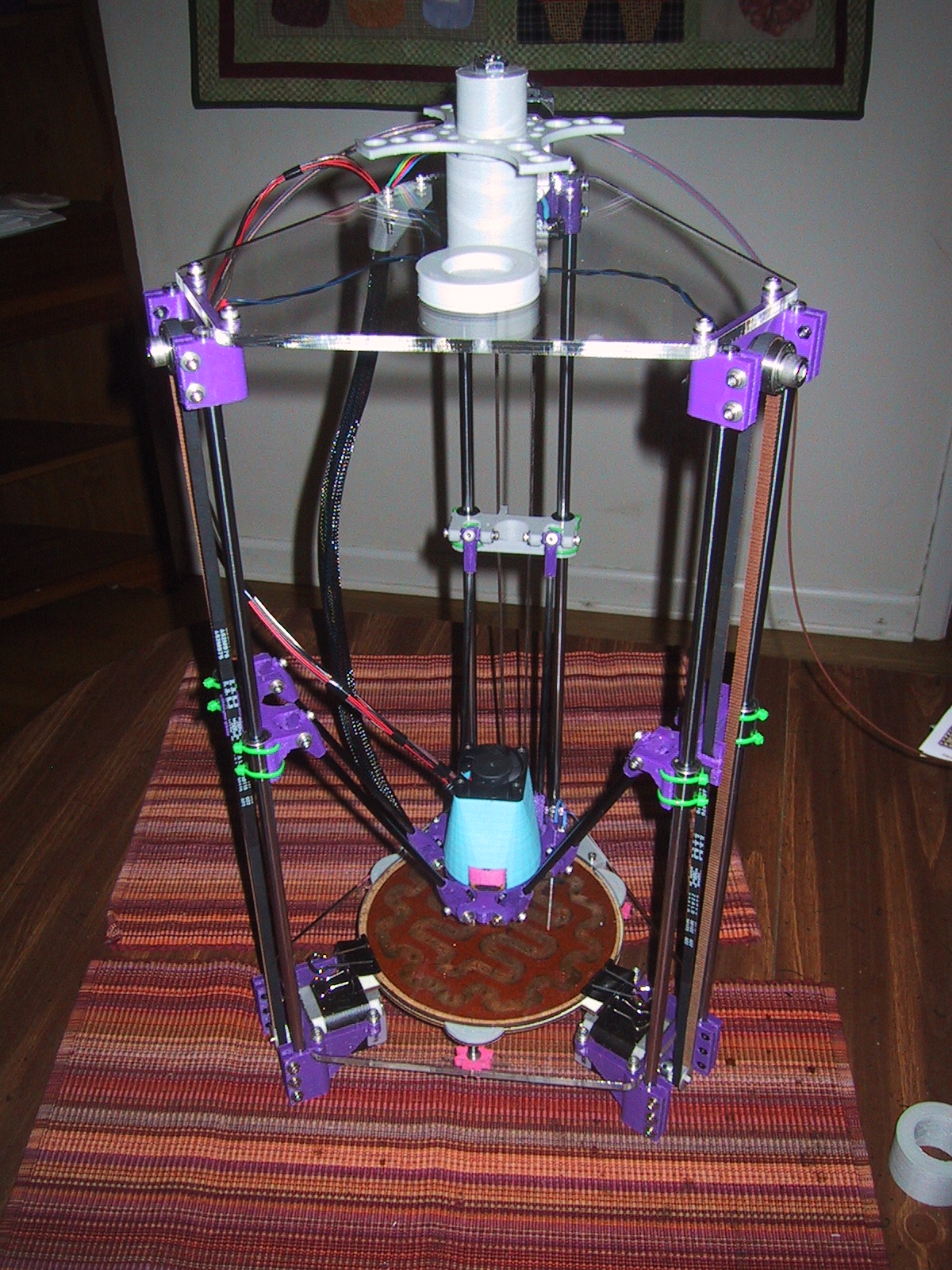
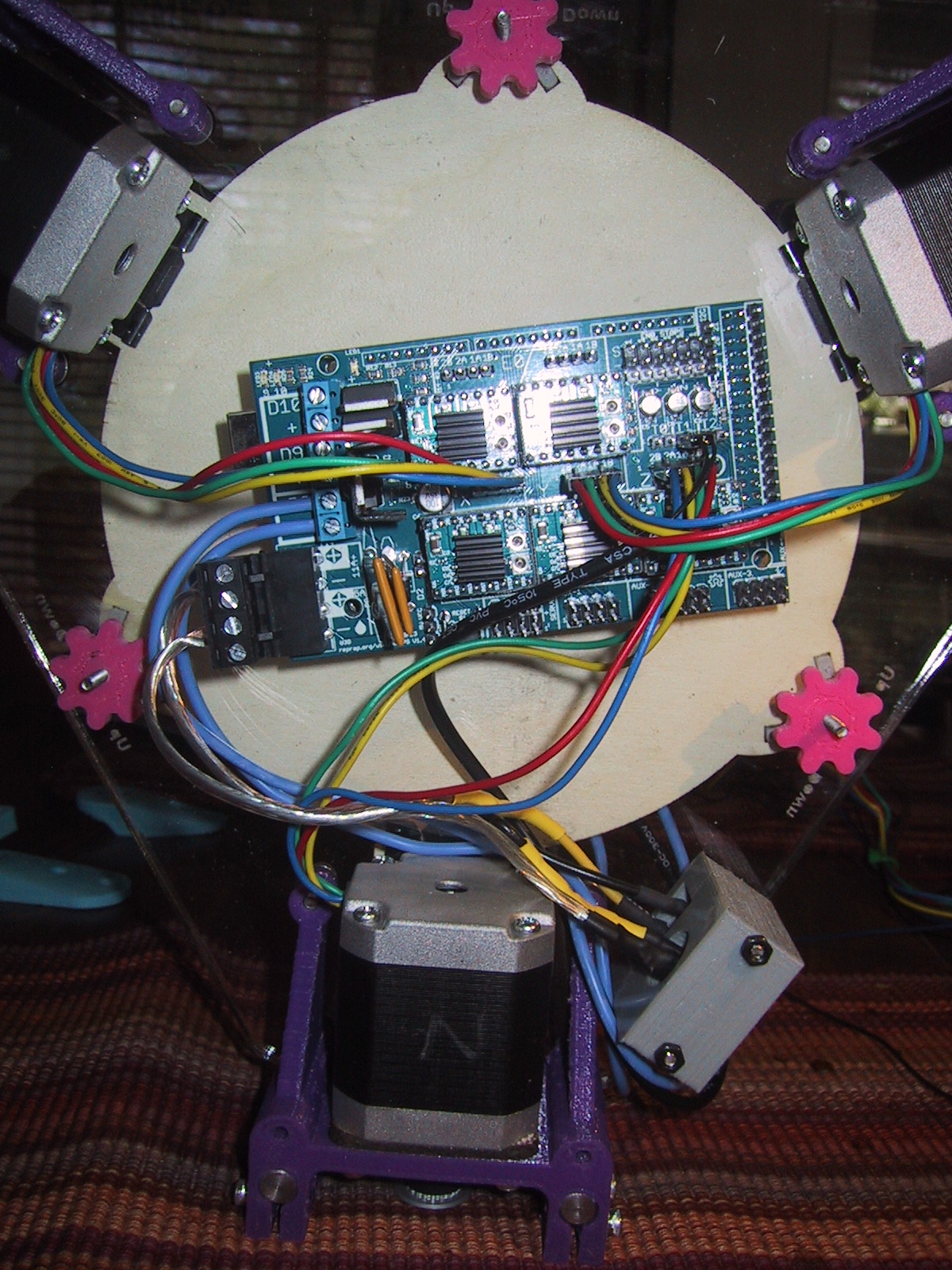
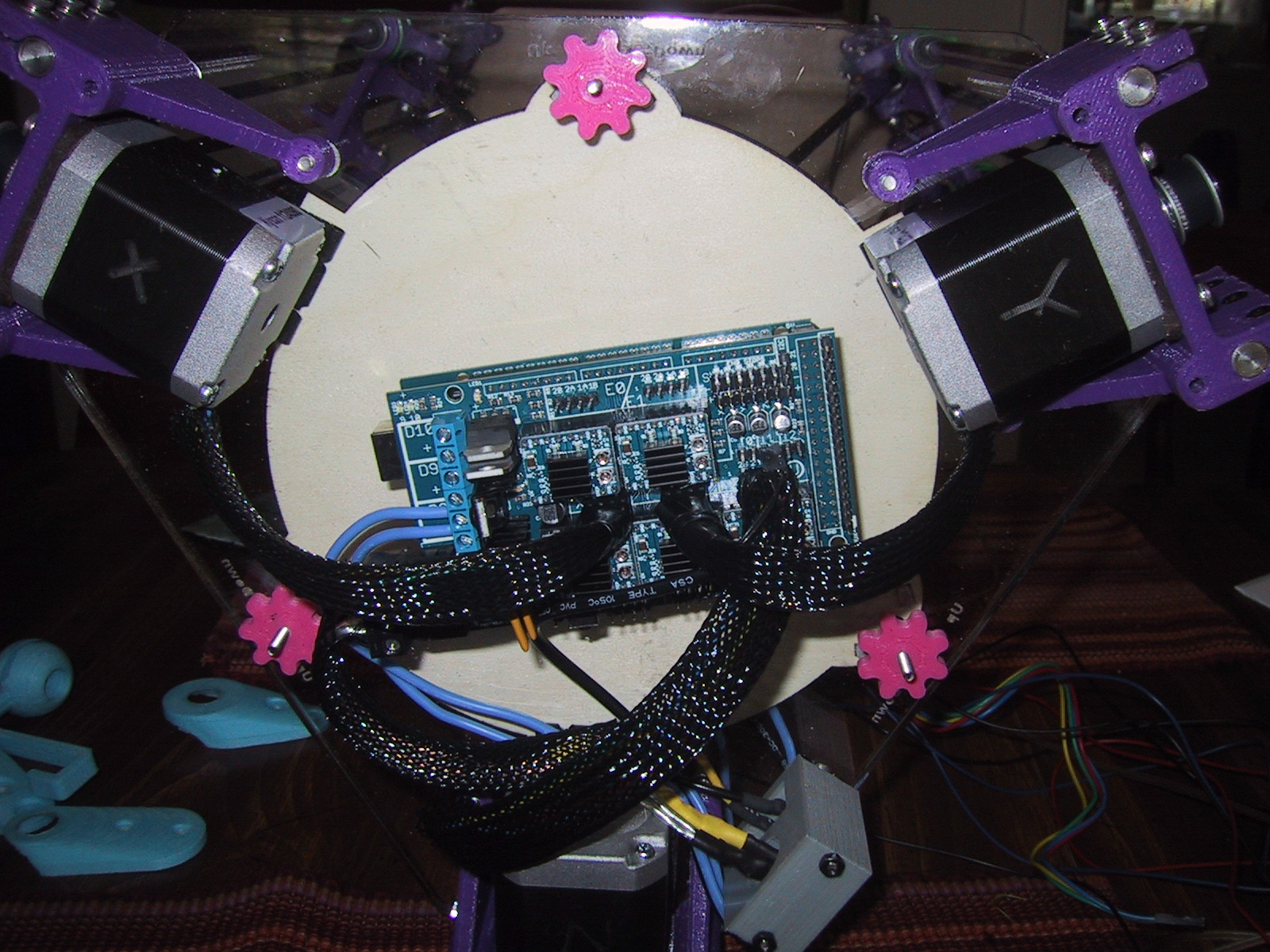
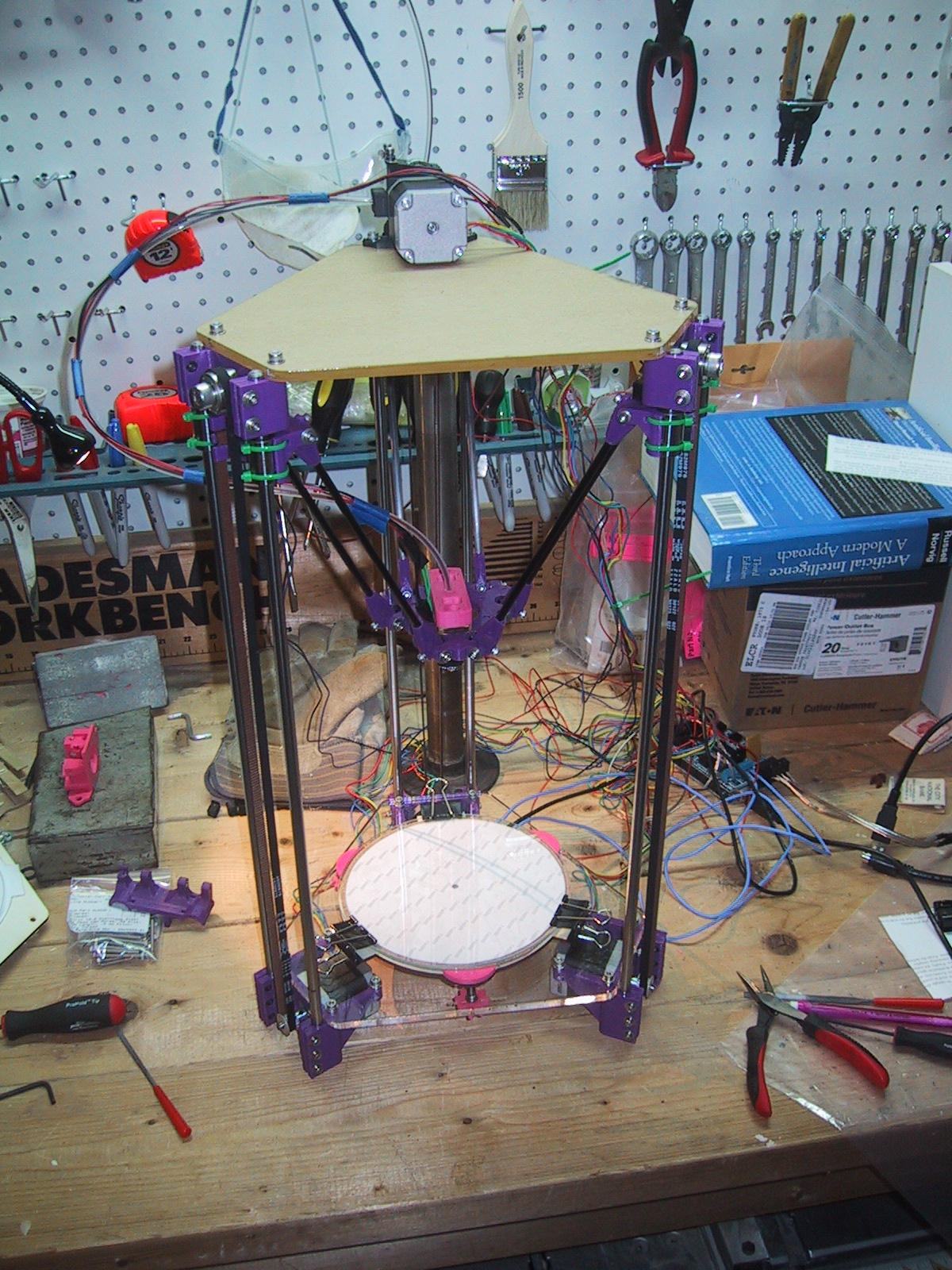
First, I swapped out the stepper motor brackets (which also serve as the legs) with three I had designed and printed that were 20mm taller. I have a full RAMPS board under the base plate of the rostock-mini, and although it fits, the fit was “very close”. I didn’t like the fact that my stepper motor wires would touch the surface the printer was sitting on, and the limited airflow paths. This extra 20mm really helps things out, and also opens up the possibility of installing an LCD control panel under the base plate in the front. (If I can figure out how to avoid my bed leveling knobs.)
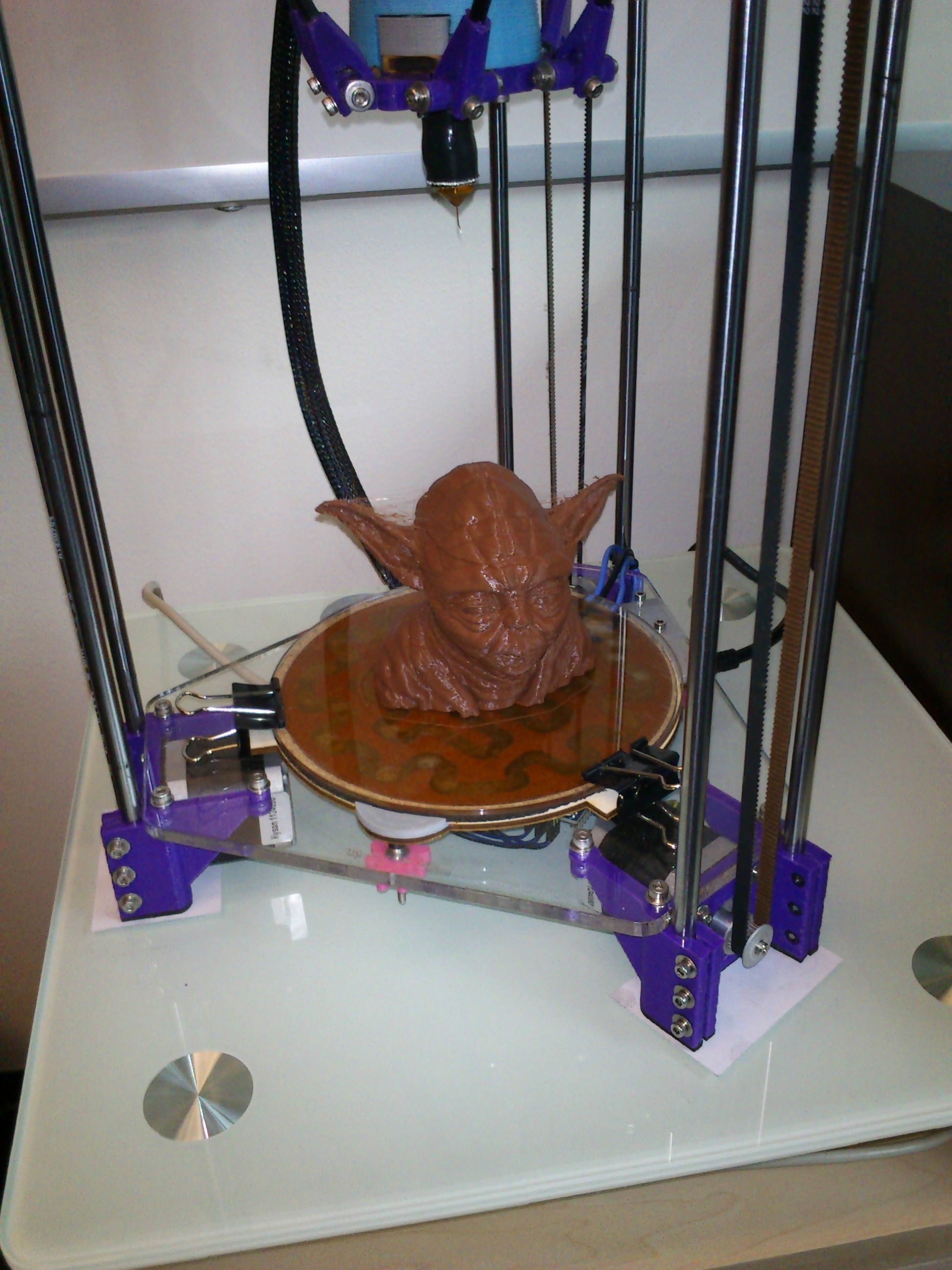
Second, I upgraded the springs on my adjustable print bed to some that were a bit taller and a bit stiffer. My overall build volume was shortened from 187mm to 185mm, but now I have a lot more range for adjustments and the bed is more rigid (while still allowing the print head to push the spring loaded bed down if it crashes horribly).
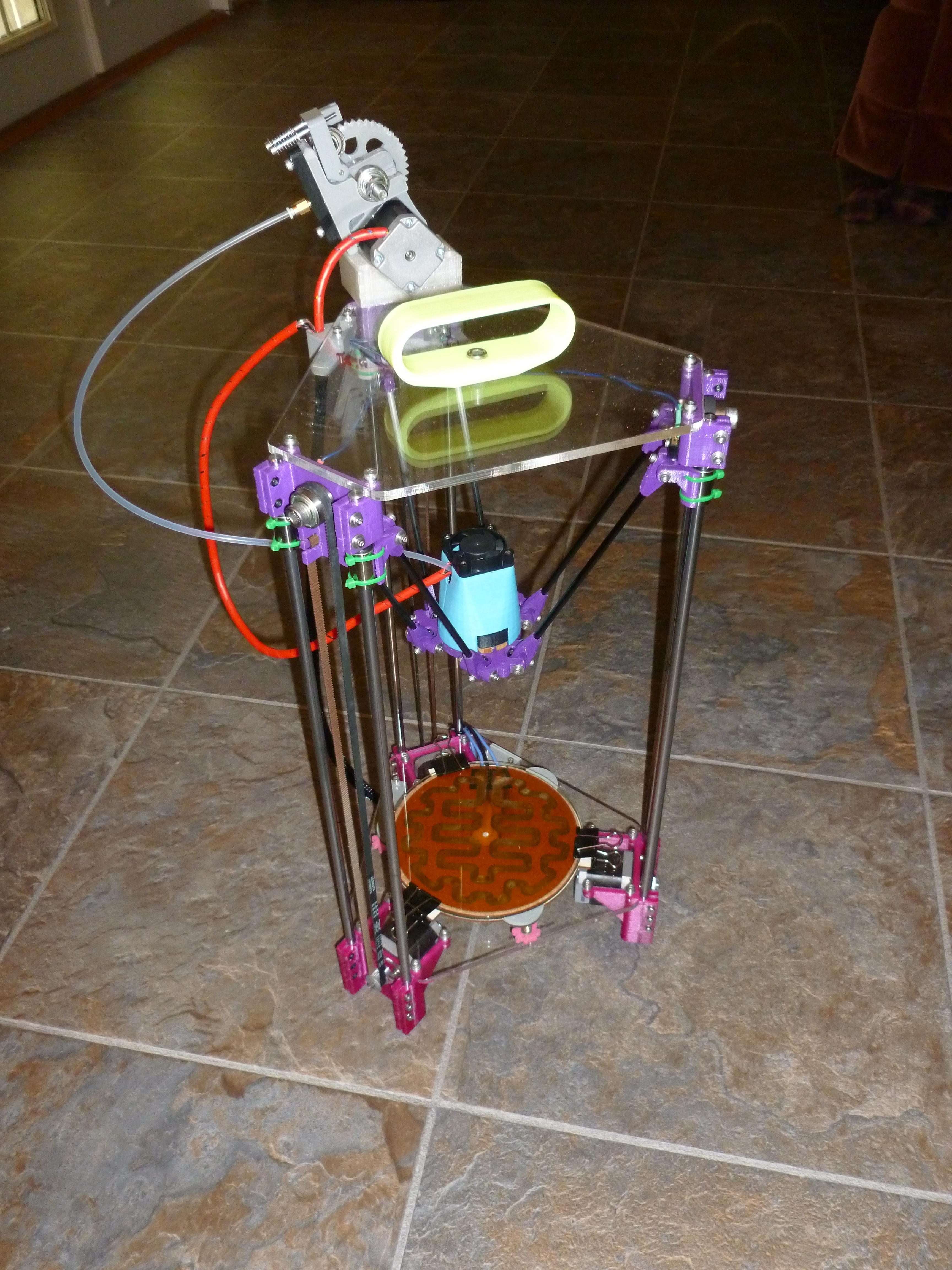
Third, I wrapped some plastic spiral wire harness wrap around the wires leading down to the print head, to give them a better visual appearance.
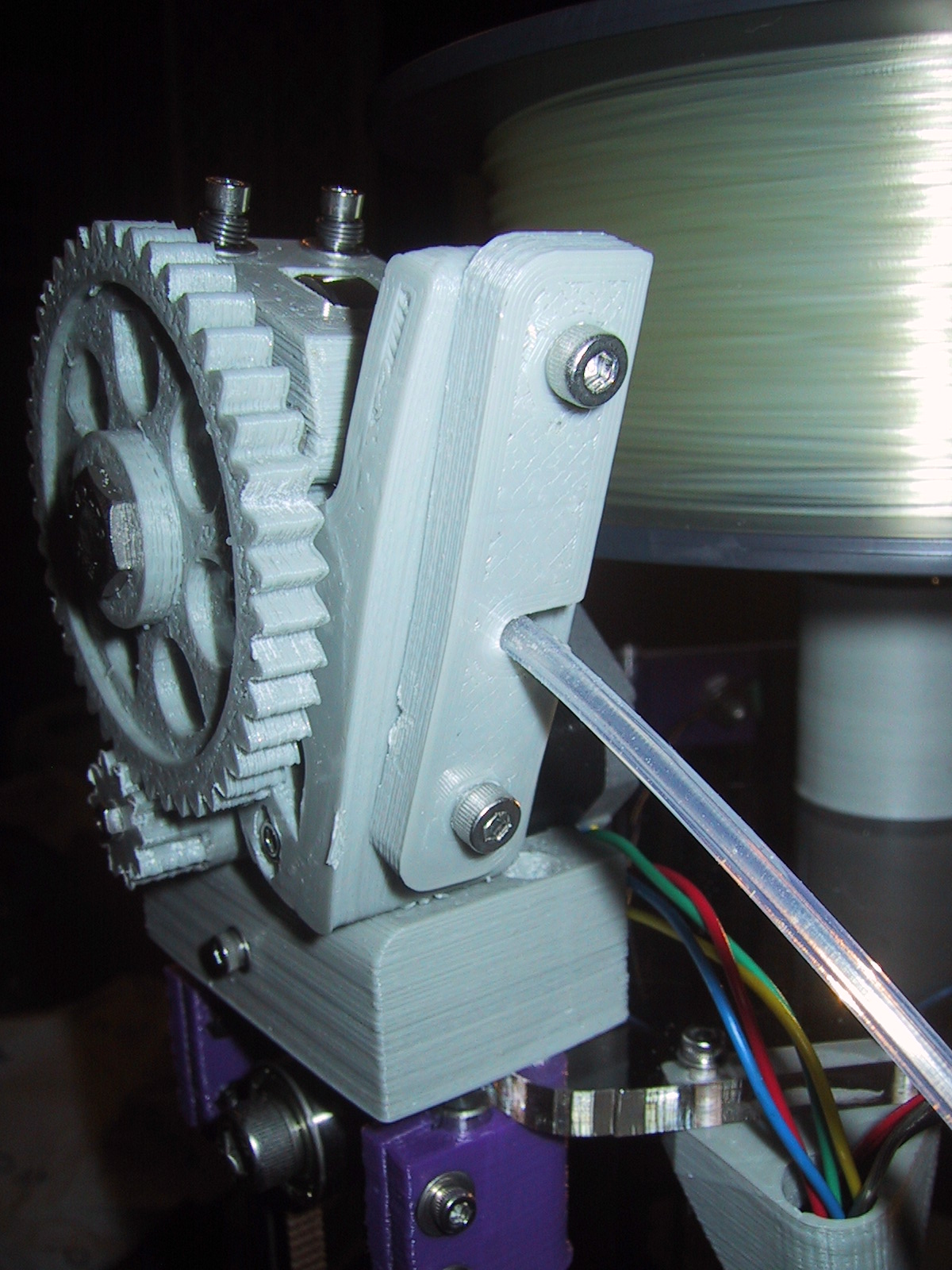
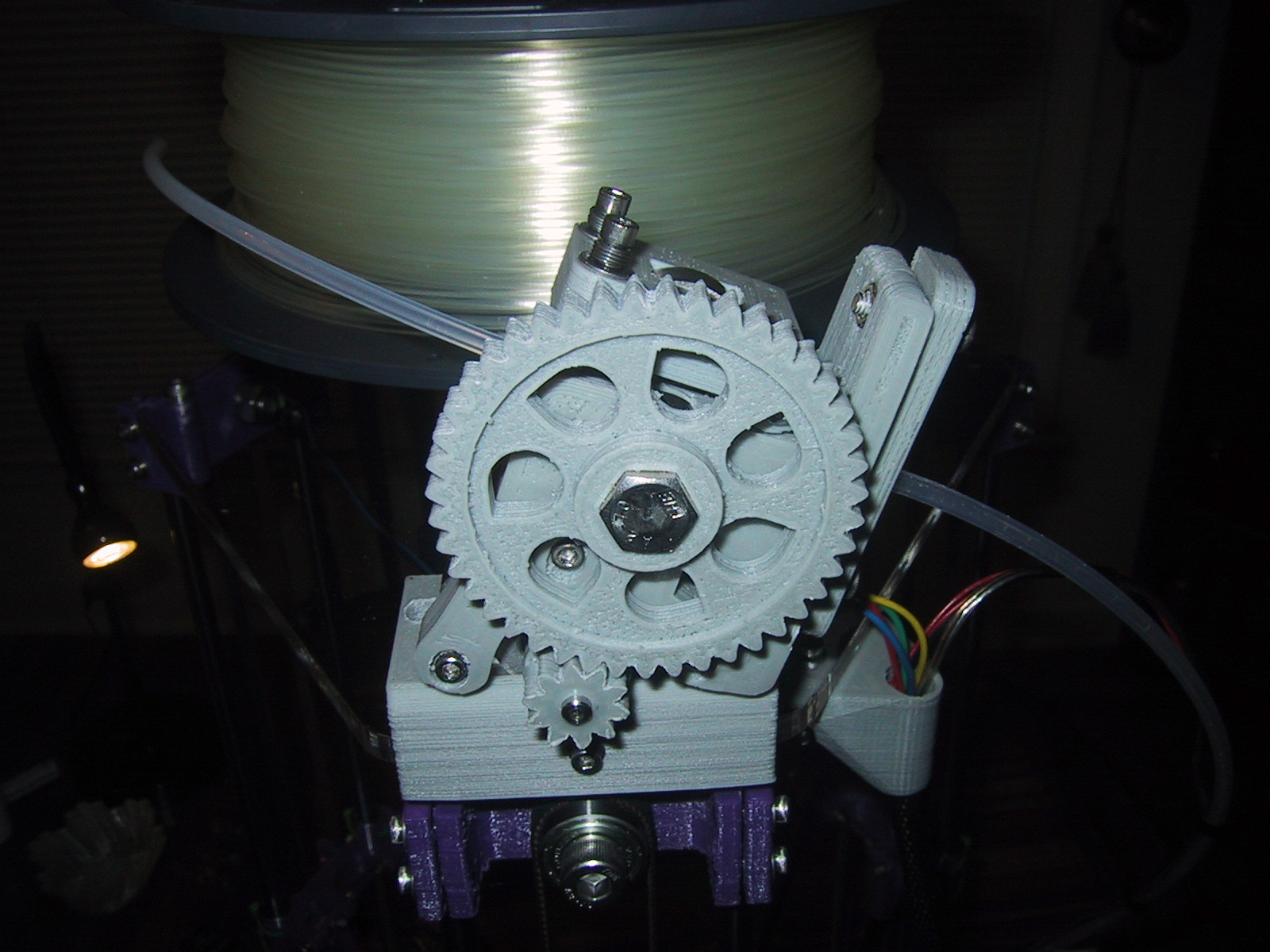
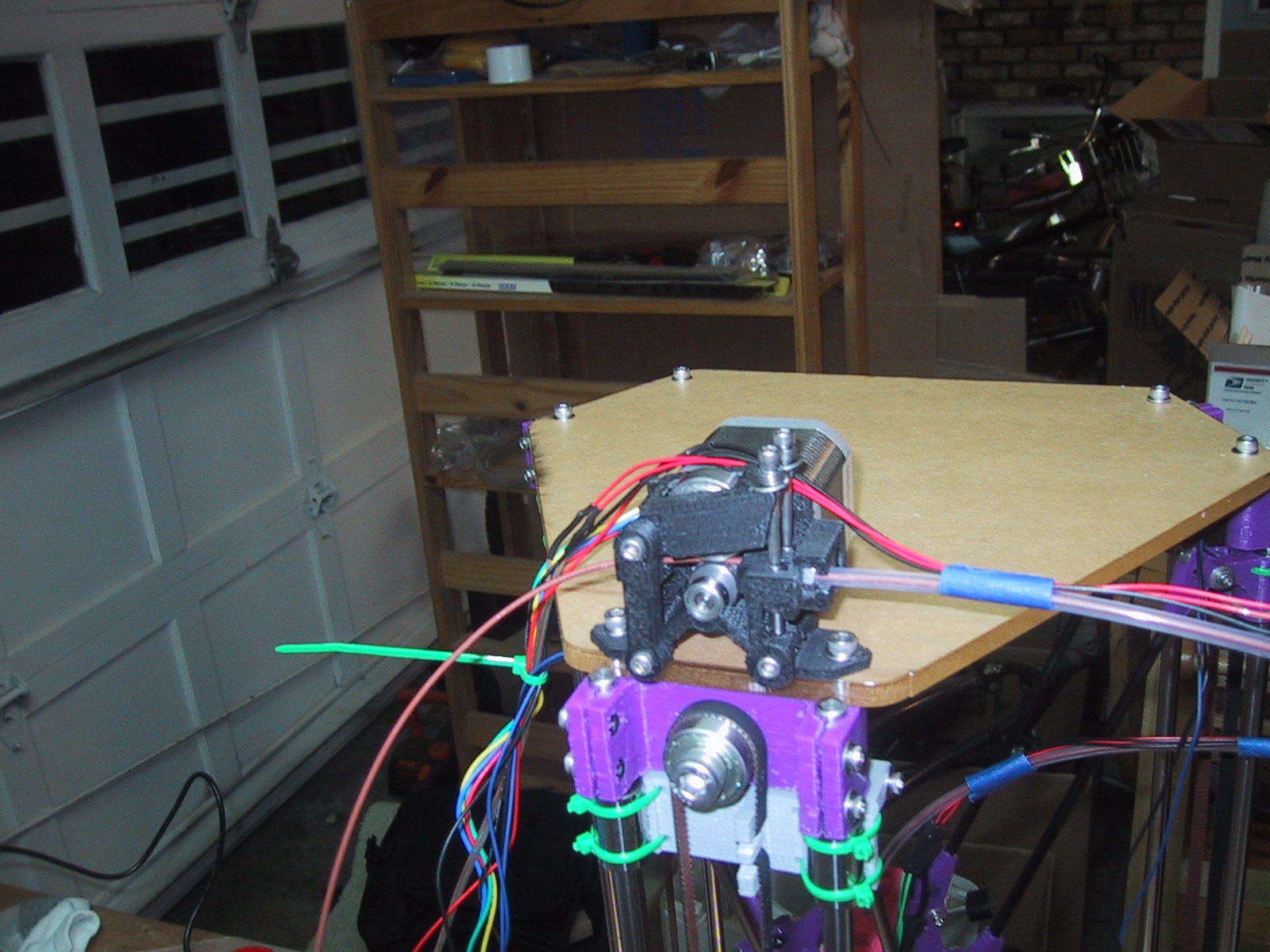
Finally, I changed out my bowden tube from using M4 nuts to hold the tube to using screw in Push To Connect adapters. The goal was to allow me to remove the tube from either end without having to unscrew the plastic part holding the nut in place. However, the cheap PTC adapters I bought appear to be single use, in that they don’t release the tube reliably without breaking, so basically it just makes the bowden tube look slightly more professional.